Orqa aks MAZ
Mundarija
MAZ orqa aksini ta'mirlash eskirgan yoki shikastlangan qismlarni almashtirishdan iborat. Orqa aksning dizayni ko'pchilik ta'mirlashni avtomobildan olib tashlamasdan amalga oshirish imkonini beradi.
Drayv tishli moy muhrini almashtirish uchun sizga quyidagilar kerak:
- kardanni tishli milning gardish 14 (72-rasmga qarang) dan ajratib oling;
- 15-gachasi gaykani burang va burang, gardish 14 va rondelani 16 chiqarib oling;
- tiqma qutisi qopqog'ini 13 mahkamlaydigan gaykalarni burang va demontaj murvatlari yordamida tiqma qutisi qopqog'ini olib tashlang;
- tiqma qutisini almashtiring, uning ichki bo'shliqlarini 1-13 moy bilan to'ldiring va yig'ilishni demontaj qilishning teskari tartibida yig'ing (plomba qutisi qopqoqning tashqi uchi bilan bir tekis bosiladi).
Agar tiqin qutisini 9 almashtirish zarur bo'lsa (71-rasmga qarang), o'q mili:
- drenaj va plomba vilkalarini burab, ko'prikning karteridan yog'ni to'kib tashlang;
- kardan milini ajratib oling;
- g'ildirak viteslarining kichik qopqoqlarini 7 (73-rasmga qarang) olib tashlang;
- katta qopqoqni mahkamlash murvatini 15 bo'shating va uni o'q millari 22 uchlaridagi tishli teshiklarga burab, uni quyosh uzatgichlari 11 bilan birga g'ildirak uzatmalaridan ehtiyotkorlik bilan chiqarib oling;
- markaziy vites qutisini o'q qutisiga (yuqori ikkitadan tashqari) mahkamlaydigan tirgaklardan yong'oqlarni burab qo'ying. Shundan so'ng, ko'taruvchi trolleybusdan foydalanib, vites qutisini echib oling, vites qutisi gardishiga ikkita olinadigan murvatni o'q mili korpusiga burang va qolgan ikkita yuqori gaykani olib tashlaganingizdan so'ng, aks vites qutisi moy muhrini tortgich bilan almashtiring, ichki qismini to'ldiring. yog 'bilan bo'shliq 1-13.
Orqa aks teskari tartibda yig'iladi va o'q vallar ehtiyotkorlik bilan o'rnatilishi kerak, ularni muhrlash dudog'ini buramamaslik uchun aylantiring.
Odatda ko'prikni ta'mirlash markaziy vites qutisi yoki g'ildirak haydovchisini olib tashlash va demontaj qilish bilan bog'liq.
MAZ markaziy vites qutisini demontaj qilish
Markaziy vites qutisini olib tashlashdan oldin, o'q korpusidan moyni to'kib tashlash, kardan milini ajratish va to'xtash tormozini bo'shatish kerak. Keyin kichik g'ildirak tishli qopqoqlarini echib oling, katta g'ildirak tishli qopqog'i murvatini bo'shating va uni o'q millari uchlaridagi tishli vtulkalarda navbatma-navbat burab, o'q millarini differentsialdan chiqarib oling. Markaziy vites qutisini o'q korpusiga mahkamlaydigan tirgaklarni bo'shating va vites qutisini qo'g'irchoq yordamida chiqarib oling.
Markaziy vites qutisi aylanuvchi moslamada eng qulay tarzda demontaj qilinadi. Qo'llab-quvvatlash bo'lmasa, balandligi 500-600 mm bo'lgan past ish stolidan foydalanish mumkin.
Vites qutisini demontaj qilish ketma-ketligi quyidagicha:
- rulmanlar bilan to'liq qo'zg'aysan vitesni 20 (72-rasmga qarang) olib tashlang;
- 29 va 3 gaykalarni differentsial qopqoqlardan burab qo'ying;
- differensial rulman qopqoqlarini olib tashlang 1;
- differensial stakanlarning tirgaklaridan yong'oqlarni burang va differensialni oching (sun'iy yo'ldoshlarni, yon viteslarni, tormozlarni olib tashlang).
Markaziy vites qutisining katlama qismlarini yuving va diqqat bilan tekshiring. Rulmanlarning holatini tekshiring, ularning ishchi yuzalarida burmalar, yoriqlar, tishlar, qobiqlar bo'lmasligi, shuningdek, roliklar va ajratgichlarning buzilishi yoki shikastlanishi bo'lmasligi kerak.
Tishli viteslarni tekshirganda, tishlar yuzasida tishlarning chiplari va sinishi, yoriqlari, tsement qatlamining chiplari yo'qligiga e'tibor bering.
Ish paytida markaziy vites qutisi viteslarining shovqini kuchayishi bilan, 0,8 mm yon bo'shliqning qiymati bir juft konusli viteslarni almashtirish uchun asos bo'lib xizmat qilishi mumkin.
Agar kerak bo'lsa, qo'zg'atuvchi va boshqariladigan konusli tishli uzatmalarni to'plam sifatida almashtiring, chunki ular zavodda kontakt va yon bo'shliq uchun juft bo'lib mos keladi va bir xil belgilarga ega.
Differensial qismlarni tekshirishda yo'ldoshlarning xochlari, teshiklari va sharsimon sirtlari, yon tishli uzatmalarning yotqizish yuzalari, podshipniklar va differensial stakanlarning so'nggi yuzalarining holatiga e'tibor bering; burmalarsiz bo'lishi kerak.
Agar sezilarli darajada eskigan yoki bo'shashgan bo'lsa, sun'iy yo'ldosh vtulkasini almashtiring. Yangi vtulka sun'iy yo'ldoshga 26 ^ + 0,045 mm diametrga bosilgandan so'ng qayta ishlanadi.
Dingil millarining bronza rulmanli yuvish vositalarining sezilarli darajada aşınması bilan ularni almashtirish kerak. Yangi bronza yuvish vositalarining qalinligi 1,5 mm. Differensialni yig'gandan so'ng, 0,5 dan 1,3 mm gacha bo'lishi kerak bo'lgan yon tishli va qo'llab-quvvatlovchi bronza yuvish vositasi orasidagi bo'shliqni o'lchash tavsiya etiladi. Yo'ldoshlar qo'llab-quvvatlovchi yuvish moslamalariga ishlamay qolganda va yon uzatmalar sun'iy yo'ldoshlarga bosilganda, ya'ni ular bilan o'ynamasdan ulanganda, bo'shliq differensial stakanlardagi deraza orqali sensorli o'lchagich bilan o'lchanadi. Differensial stakanlar to'plam sifatida almashtiriladi.
Markaziy vites qutisini quyidagi ketma-ketlikda yig'ing:
- qo'zg'alish moslamasini yig'ing, uni rulman korpusiga o'rnating va konusli podshipniklarni oldindan yuklash bilan sozlang;
- differensialni yig'ish, uni karterga o'rnatish va differensial podshipniklarni oldindan yuklash bilan sozlash;
- qo'zg'alish moslamasini vites qutisi korpusiga o'rnating;
- konusli viteslarning ulanishini sozlash;
- boshqariladigan tishli cheklovchini vitesga u to'xtaguncha vidalang va keyin ularni 1-10 mm gacha bo'lgan bo'shliqqa mos keladigan burilishning 1/13-0,15/0,2 qismiga bo'shating va qulf somunini torting.
G'ildirak haydovchisini demontaj qilish va orqa g'ildirak uyasi olib tashlash
Demontaj qilish ketma-ketligi quyidagicha:
- orqa g'ildiraklardagi yong'oqlarni bo'shating;
- orqa aks nurining bir tomoni ostiga kriko joylashtiring va
- chelakni g'ildiraklar bilan osib qo'ying, so'ngra uni tayanchga qo'ying va krikoni chiqarib oling;
- orqa g'ildiraklarni ushlab turgan yong'oqlarni burang, qisqichlarni va tashqi g'ildirakni, ajratuvchi halqani va ichki g'ildirakni echib oling;
- g'ildirak tishli qismidan yog'ni to'kib tashlang;
- katta qopqoqni 14 (73-rasmga qarang) kichik qopqoq 7 bilan g'ildirak qo'zg'aysan to'plamidan olib tashlang;
- boshqariladigan vitesni 1 chiqarib oling, buning uchun tortuvchi sifatida katta qopqoqdan ikkita murvatdan foydalaning;
- katta qopqoqning murvatini yarim milning 22 tishli teshigiga burab qo'ying, yarim milni markaziy tishli 11 bilan butunlay chiqarib oling;
- sun'iy yo'ldoshlardan 3 o'qning qulflash murvatlarini burab qo'ying, tortgichni o'rnating va 5 ta sun'iy yo'ldoshning o'qlarini chiqarib oling, so'ngra rulmanlar bilan to'liq sun'iy yo'ldoshlarni olib tashlang;
- qulflash gaykani 27 rulman rulmanlaridan burab qo'ying, ushlab turuvchi halqani 26 echib oling, gaykani 25 rulmanlardan burab oling va ichki chashka 21ni tashuvchidan chiqarib oling;
- yotqizish moslamasini echib oling, uyadan tortgichni o'rnating va tormoz tamburi bilan uya majmuasini chiqarib oling.
Yog 'muhrini va rulmanni almashtirishda siz:
- tormoz barabanini o'rnatish murvatlarini burab, chang yig'uvchi va to'ldirish qutisi qopqog'ini olib tashlang;
- plomba qutisini qopqoqdan olib tashlang va bolg'aning engil zarbalari bilan yangi plomba qutisini o'rnating;
- Tortgichdan foydalanib, g'ildirak podshipnikining tashqi va ichki poygalarini tortib oling.
Uya va g'ildirak tishli qismlarini yuving va ularni diqqat bilan tekshiring.
Tishli tishlarning yuzasida karbürizatsiya qatlamining parchalanishiga yo'l qo'yilmaydi. Agar yoriqlar yoki singan tishlar bo'lsa, viteslarni almashtirish kerak.
Nefni o'rnatish va g'ildirak haydovchisini o'rnatish teskari holatda amalga oshiriladi. Bunday holda, er-xotin konusli ichki rulman kafolatlangan oldindan yuk bilan ishlab chiqarilganligini hisobga olish kerak, bu esa ajratuvchi halqani o'rnatish bilan ta'minlanadi. Ushbu yig'ilishda rulman kataklarning uchlarida va ajratuvchi halqaning tashqi yuzasida belgilanadi. Ushbu rulman faqat brendga muvofiq to'liq to'plam sifatida o'rnatilishi kerak.
To'plamning alohida qismlarini almashtirishga yo'l qo'yilmaydi, chunki bu rulmanning eksenel bo'shlig'ini o'zgartiradi, bu uning yo'q qilinishiga olib keladi.
Hub podshipniklari sozlanmaydi, ammo uyaning to'g'ri hizalanishi ushbu podshipniklarning ichki poygalarini gayka va gayka bilan mahkamlash orqali ta'minlanadi. Hub rulman somunini tortish uchun zarur bo'lgan kuch 80 mm quti kaliti bo'lgan kalitda taxminan 100-500 kg ga teng bo'lishi kerak.
MAZ orqa aksiga texnik xizmat ko'rsatish
Orqa aksga texnik xizmat ko'rsatish oraliq vites qutisi va g'ildirak viteslarida kerakli moylash darajasini tekshirish va ushlab turish, moylash materialini o'z vaqtida almashtirish, shamollatish teshiklarini tozalash, mahkamlagichlarni tekshirish va mahkamlash, ish shovqini va orqa aksning isitish haroratini tekshirishdan iborat.
Orqa aksga xizmat ko'rsatishda markaziy vites qutisini sozlashga alohida e'tibor berilishi kerak. Sozlash vites qutisi olib tashlangan holda amalga oshiriladi; Bunday holda, birinchi navbatda, qo'zg'atuvchi burchakli tishli va differensial podshipniklarning konusli podshipniklari, so'ngra kontaktli yamoq bo'ylab konusli uzatmalar o'rnatiladi.
Qo'zg'aysan tishli uzatmasining podshipniklarini sozlash uchun quyidagilar kerak:
- to'xtash tormozini demontaj qiling va kaliper qopqog'ini 9 echib oling (72-rasmga qarang);
- yog'ni to'kib tashlang;
- qo'zg'aysan tishli podshipnik korpusining tirgaklaridagi gaykalarni burang va olinadigan murvatlar 27 yordamida korpusni 9 qo'zg'aluvchan konus tishli moslamasi bilan chiqarib oling;
- krank karterini 9 vitesga mahkamlash, indikator yordamida podshipniklarning eksenel bo'shlig'ini aniqlang;
- karterni 9 bo'shatgandan so'ng, tirgakni tirgak bilan mahkamlang (tirnoq jag'lariga yumshoq metall prokladkalarni joylashtiring). Flanj gaykani 15 bo'shating va bo'shating, rondela va gardishni olib tashlang. Qopqoqni olinadigan vintlar bilan olib tashlang. Yog 'deflektorini 12, oldingi podshipnikning ichki halqasini va rostlash moslamasini 11 chiqarib oling;
- rostlash moslamasining qalinligini o'lchang va eksenel bo'shliqni yo'qotish va oldindan yukni olish uchun uni qanday qiymatga kamaytirish kerakligini hisoblang (yuvish moslamasining qalinligining pasayishi o'lchangan eksenel mil bo'shliqlarining yig'indisiga teng bo'lishi kerak. indikator va oldindan yuklash qiymati 0,03-0,05 mm);
- rostlash moslamasini kerakli qiymatga qadar maydalang, uni va boshqa qismlarni o'rnating, moy muhri bilan qopqoq 13 bundan mustasno, uni o'rnatmaslik kerak, chunki moy muhrining gardish bo'yniga ishqalanishi sozlashni aniq o'lchashga imkon bermaydi. rulmanlarda vitesni aylantirganda qarshilik momenti. Yoqa gaykani tortganda, rulman korpusini rulman poygalarida roliklar to'g'ri joylashishi uchun aylantiring;
- rulmanlarning oldingi yukini 0,1-0,3 kgm ga teng bo'lishi kerak bo'lgan qo'zg'alish moslamasini aylantirish uchun zarur bo'lgan momentning kattaligiga qarab tekshiring. Bu momentni gayka 15 ustidagi moment kaliti yordamida yoki pervanel mili o'rnatish murvatlari uchun gardishdagi teshikka qo'llaniladigan kuchni o'lchash orqali aniqlanishi mumkin (75-rasm). Flanjdagi teshiklarning radiusiga perpendikulyar ravishda qo'llaniladigan kuch 1,3 dan 3,9 kg gacha bo'lishi kerak. Bilingki, konusli rulmanlarda juda ko'p oldindan yuklanish ularning qizib ketishiga va tezda eskirishiga olib keladi. Oddiy podshipnikni oldindan yuklagan holda, pinion milidan gaykani olib tashlang, uning holatini va gardishni kuzatib boring, so'ngra 13-sonli qopqoqni (72-rasmga qarang) bez bilan qayta o'rnating va nihoyat yig'ilishni yig'ing.
Differensial rulmanlarning tortilishi 3 va 29-sonli yong'oqlar yordamida o'rnatiladi, ular rulmanlarda kerakli oldindan yuk olinmaguncha vitesning holatini buzmaslik uchun bir xil chuqurlikda vidalanishi kerak.
Rulmanning oldindan yuklanishi differensialni aylantirish uchun zarur bo'lgan moment miqdori bilan belgilanadi, bu 0,2-0,3 kgm oralig'ida bo'lishi kerak (konik tishli uzatmasiz). Bu moment moment kaliti yoki differentsial stakanlarning radiusiga qo'llaniladigan kuchni o'lchash orqali aniqlanadi va 2,3-3,5 kg ga teng.
Guruch. 75. Markaziy vites qutisining qo'zg'aysan tishli milining podshipnikining mahkamligini tekshirish
Konik tishli uzatmani tekshirish va sozlash tartibi quyidagicha:
- krank karterini o'rnatishdan oldin 9 ta podshipnikni uzatuvchi uzatma bilan vites qutisi korpusiga joylashtiring, konusning tishlarini quriting va qo'zg'aysan uzatmalarining uch yoki to'rt tishlarini butun yuzasiga yupqa bo'yoq qatlami bilan yog'lang;
- krank karterini 9 qo'zg'alish moslamasi bilan vites qutisi karteriga o'rnating; yong'oqlarni to'rtta kesishgan tirgaklarga burang va qo'zg'aysan vitesni gardish 14 orqasida (bir tomonga va boshqa tomonga) aylantiring;
- boshqariladigan vites tishlarida olingan izlarga (aloqa nuqtalari) ko'ra (7-jadval) viteslarning to'g'ri ulanishi va vitesni sozlash xarakteri o'rnatiladi. Tishli vitesni ulash differensial podshipniklarning sozlanishini buzmasdan, qo'zg'aluvchan tishli podshipnik korpusi va gaykalar 18 va 3 gardish ostidagi ajratgichlar sonini 29 o'zgartirish orqali tartibga solinadi. Haydash mexanizmini boshqariladigan uzatmadan uzoqlashtirish uchun karter gardishi ostiga qo'shimcha shinalar qo'yish kerak, agar kerak bo'lsa, viteslarni bir joyga to'plash uchun tirgaklarni olib tashlash kerak.
3 va 29 gaykalar boshqariladigan uzatmani siljitish uchun ishlatiladi Differensialning 30 podshipniklarining sozlanishini buzmaslik uchun 3 va 29 gaykalarni bir xil burchak ostida burish (ochish) kerak.
Tishli tishlardagi debriyajni (kontakt yamog'i bo'ylab) sozlashda tishlar orasidagi lateral bo'shliq saqlanadi, uning qiymati yangi vites juftligi uchun 0,2-0,5 mikron oralig'ida bo'lishi kerak. Kontaktli yamoqni tavsiya etilgan joydan siljitish orqali tishli tishlar orasidagi lateral bo'shliqni kamaytirishga yo'l qo'yilmaydi, chunki bu viteslarning to'g'ri ulanishining buzilishiga va ularning tez eskirishiga olib keladi.
Vites qutisini sozlagandan so'ng, podshipnik korpusini vites qutisi korpusiga mahkamlaydigan barcha tirgaklarni torting, podshipnik gaykalariga to'xtash joylarini o'rnating, kraker va boshqariladigan vites o'rtasida minimal bo'shliq 25 0-0,15 mm bo'lguncha cheklovchini 0,2 torting. (minimal bo'shliq har bir burilishda boshqariladigan vitesning viteslarini aylantirish orqali o'rnatiladi). Shundan so'ng, boshqariladigan vites cheklovchisini 25 qulflash gayka bilan qulflang.
Markaziy vites qutisini avtomashinadan olib tashlashda (sozlash yoki ta'mirlash uchun) yon vites qutisining so'nggi tekisligi va qo'llab-quvvatlash yuvish moslamasi orasidagi bo'shliqni tekshiring, zavodda 0,5-1,3 mm oralig'ida o'rnatiladi.
Yo'ldoshlar qo'llab-quvvatlovchi yuvish moslamalariga ishlamay qolganda va yon uzatmalar sun'iy yo'ldoshlarga bosilganda, ya'ni ular bilan o'ynamasdan tutashganda, bo'shliq differentsial stakanlardagi derazalar orqali sensorli o'lchagich bilan tekshiriladi.
Orqa aksning mumkin bo'lgan nosozliklari va ularni bartaraf etish usullari sakkizinchi jadvalda ko'rsatilgan.
| Boshqariladigan vitesdagi kontaktli yamoqning holati | To'g'ri jihozni qanday olish mumkin | |
| Oldi va orqasi | ||
| To'g'ri burchakli tishli aloqa | ||
| Boshqariladigan vitesni haydovchi vitesga o'tkazing. Agar bu juda kam tishli bo'shliqqa olib kelsa, haydovchi uzatmani boshqariladigan vitesdan uzoqroqqa olib boring. | ||
| Boshqariladigan vitesni haydovchi uzatmasidan uzoqroqqa o'tkazing. Agar bu tishli tishlarning haddan tashqari o'ynashiga olib kelsa, haydovchi uzatmasini boshqariladigan holatga o'tkazing. | ||
| Boshqariladigan vitesni haydovchi vitesga o'tkazing. Agar bir vaqtning o'zida tirgakdagi teskari tirqishni o'zgartirish kerak bo'lsa, haydovchi uzatmasini boshqariladigan uzatmaga o'tkazing. | ||
| Boshqariladigan vitesni haydovchi uzatmasidan uzoqroqqa o'tkazing. Agar bu debriyajdagi bo'shliqni o'zgartirishni talab qilsa, haydovchi uzatmasini boshqariladigan vitesdan uzoqroqqa o'tkazing. | ||
| Drayv uzatmasini boshqariladigan uzatma tomon harakatlantiring. Debriyajdagi bo'shliq juda kichik bo'lsa, boshqariladigan vitesni haydovchi uzatmasidan uzoqroqqa o'tkazing. | ||
| Drayv uzatmasini boshqariladigan vitesdan uzoqroqqa o'tkazing. Agar o'yin juda ko'p bo'lsa, boshqariladigan vitesni qo'zg'alish moslamasi tomon siljiting. |
ZIL-131 avtomashinasining texnik xususiyatlarini ham o'qing
| Qobiliyatsiz sabab | resurs |
| Ko'prik isitishining oshishi | |
| Karterda juda ko'p yoki juda oz yog ' | Karterdagi yog 'darajasini tekshiring va to'ldiring |
| Vitesni noto'g'ri almashtirish | Vitesni sozlash |
| Rulmanning oldindan yuklanishi ortdi | Rulman kuchlanishini sozlang |
| Ko'prik shovqinining kuchayishi | |
| Konik viteslarning o'rnatilishi va ulanishining buzilishi | Konik vitesni sozlang |
| Eskirgan yoki noto'g'ri moslashtirilgan konusli rulmanlar | Rulmanlarning holatini tekshiring, agar kerak bo'lsa, ularni almashtiring va mahkamlikni sozlang |
| Jihozning qattiq aşınması | Eskirgan viteslarni almashtiring va uzatishni sozlang |
| Burilishda yo'l ko'prigining shovqini kuchaygan | |
| Differensial nosozliklar | Differensialni qismlarga ajratish va muammolarni bartaraf etish |
| Barcha g'ildirak haydovchisidan shovqin | |
| Vitesni noto'g'ri almashtirish | Tashuvchi viteslarni yoki stakanlarni almashtiring. |
| Noto'g'ri g'ildirak moyidan foydalanish | Karterni yuvish bilan moyni almashtirish |
| Yog 'darajasi etarli emas | G'ildirak kamariga moy qo'shing |
| Muhrlar orqali yog 'oqishi | |
| Eskirgan yoki shikastlangan muhrlar | Plombalarni almashtiring |
Orqa aks qurilmasi MAZ
Orqa aks (71-rasm) dvigatelning krank milidan torkni debriyaj, vites qutisi va kardan mili orqali avtomobilning harakatlantiruvchi g'ildiraklariga uzatadi va differensial yordamida harakatlantiruvchi g'ildiraklarning turli burchak tezliklarida aylanishiga imkon beradi.
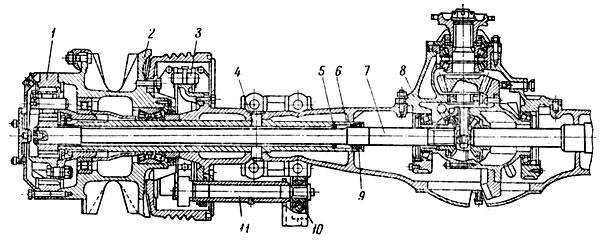
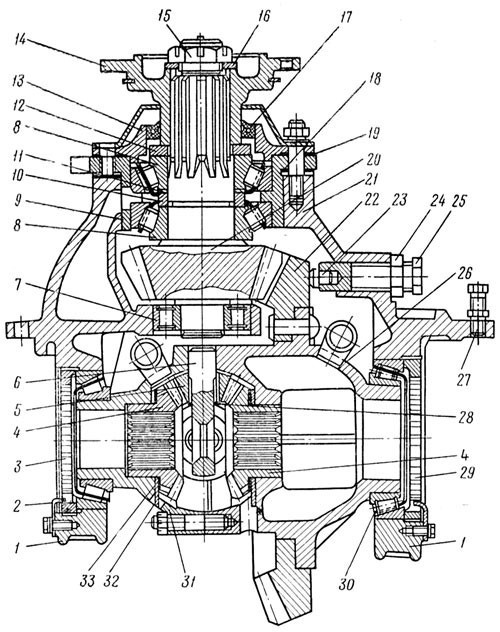
Guruch. 71. MAZ orqa aksi:
1 - tishli; 2 - orqa g'ildirak uyasi; 3 - orqa g'ildirak tormozlari; 4 - aks korpusining qulflash pimi; 5 - yo'naltiruvchi o'qning halqasi; 6 - aks korpusi; 7 - o'q o'qi; 8 - markaziy vites qutisi; 9 - yarim o'qning birlashtirilgan epiploni; 10 - sozlash dastagi; 11 - tormoz mushtini bo'shating
Momentni uzatish uchun qabul qilingan konstruktiv va kinematik sxemalar uni markaziy vites qutisiga bo'lish, uni g'ildirak viteslariga yo'naltirish va shu tariqa differensial va o'q vallarini ikki bosqichli sxemada uzatiladigan ortib borayotgan momentdan tushirish imkonini beradi. orqa aksning asosiy uzatmasi (masalan, MAZ-200 avtomobili kabi). Tishli tishli uzatmalardan foydalanish, shuningdek, tishli tishli silindrsimon viteslarning faqat tishlari sonini o'zgartirish va tishli tishlilarning markaziy masofasini saqlab turish orqali turli xil tishli nisbatlarni olish imkonini beradi, bu esa orqa o'qni turli xil avtomobil modifikatsiyalarida foydalanish uchun mos qiladi.
Markaziy uzatmalar qutisi (72-rasm) bir pog'onali bo'lib, spiral tishlari bo'lgan bir juft konusli uzatmalar va g'ildiraklararo differensialdan iborat. Vites qutisi qismlari egiluvchan temirdan yasalgan karterga 21 o'rnatiladi. Karterning nurga nisbatan holati vites qutisi korpusining gardishidagi markazlashtiruvchi yoqa va qo'shimcha ravishda pinlar bilan aniqlanadi.
Mil bilan bir bo'lakdan yasalgan qo'zg'aluvchan konusli tishli 20 konstruktsiyali emas, lekin ikkita old konusli rulman 8 dan tashqari, silindrsimon rulman 7 bo'lgan qo'shimcha orqa tayanchga ega. Uch ayiqli konstruktsiyasi yanada ixcham, rulmanlardagi maksimal radial yuk sezilarli darajada kamayadi, konsol o'rnatish bilan solishtirganda, rulman hajmi va konusli tishli to'r o'rnatishning barqarorligi oshadi, bu uning chidamliligini sezilarli darajada oshiradi. Shu bilan birga, konusli rulmanlarni qo'zg'aluvchan konusli uzatmaning tojiga yaqinlashish imkoniyati uning mil uzunligini qisqartiradi va shuning uchun vites qutisi gardishi va vites qutisi gardishi orasidagi masofani oshirishga imkon beradi, bu juda muhimdir. kardan milini yaxshiroq joylashtirish uchun kichik vagon bazasi. Konusli rulmanlarning tashqi poygalari karterda 9 joylashgan va karterda yasalgan yelkaga to'xtash joyiga bosiladi. Rulman korpusining gardishi orqa aks vites qutisiga murvat bilan bog'langan. Ushbu podshipniklar momentni uzatishda bir juft konusli tishli tishli to'rlarni ulash natijasida hosil bo'lgan radial va eksenel yuklarni oladi.
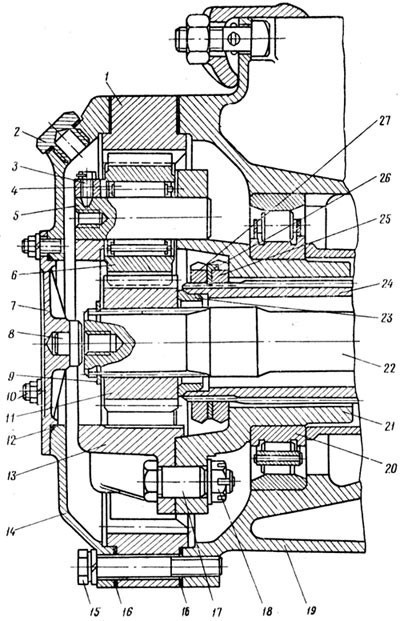
Guruch. 72. MAZ markaziy uzatmalar qutisi:
1 - rulman qopqog'i; 2 - rulman somunining qopqog'i; 3 - chap rulmanning gaykani; 4 - milya uzatmasi; 5 - differentsial sun'iy yo'ldosh; 6 - differentsial xoch; 7 - qo'zg'aysan tishli silindrsimon podshipnik; 8 - konusning rulmanli qo'zg'alish mexanizmi; 9 - qo'zg'alish moslamasining podshipnik korpusi; 10 - ajratuvchi halqa; 11 - sozlash yuvish mashinasi; 12 - yog 'deflektori; 13 - to'ldirish qutisi qopqog'i; 14 - gardish; 15 - gardishli gayka; 16 - kir yuvish mashinasi; 17 - to'ldirish qutisi; 18 - takozlar; 19 - qistirma; 20 - qo'zg'alish moslamasi; 21 - vites qutisi; 22 - boshqariladigan vites; 23 - kukilar; 24 - qulflangan gayka; 25 - boshqariladigan tishli cheklovchi; 26 - o'ng differensial chashka; 27 - transmissiyani olib tashlash bolt; 28 - surish halqasi vtulkasi; 29 - o'ng rulmanning gaykasi; 30 - konusli rulman; 31 - chap differensialning chashkasi; 32 - po'lat yuvish mashinasi; 33 - bronza yuvish mashinasi
Ichki rulman milga mahkam o'rnashgan va tashqi rulman bu rulmanlarda oldindan yukni sozlash imkonini beruvchi slip moslamaga ega. Konik rolikli podshipniklarning ichki halqalari orasiga oraliq halqa 10 va rostlash moslamasi 11 o'rnatiladi.Konusli rolikli podshipniklarning kerakli oldindan yuklanishi rostlash moslamasining qalinligini tanlash orqali aniqlanadi. Transmissiya konusli uzatmasining silindrsimon rulmanli rulmanı 7 orqa aks vites qutisi korpusining to'lqinli teshigiga harakatlanuvchi moslama bo'ylab o'rnatiladi va qo'zg'alish moslamasining oxiridagi vtulkadagi teshikka kiradigan ushlab turuvchi halqa bilan eksenel siljish bilan o'rnatiladi.
Transmissiyaning konusli tishli milining old qismida kichikroq diametrli sirt ipi va katta diametrli sirt shpillari kesiladi, ular ustiga yog 'deflektori 12 va pervanel mili gardish 14 o'rnatiladi. Pinion milida joylashgan barcha qismlar qal'a gayka 15 bilan tortiladi.
Rulman korpusini olib tashlashni osonlashtirish uchun uning gardishi ikkita tishli teshikka ega bo'lib, ularga bog'lash murvatlarini burama qilish mumkin; vidalanganda, murvatlar vites qutisi korpusiga tayanadi, buning natijasida podshipnik korpusi vites qutisidan chiqadi. Vites qutisi korpusining gardishiga vidalanadigan bir xil maqsadli murvatlar demontaj murvatlari sifatida ishlatilishi mumkin.
Qo'zg'aluvchan burchakli tishli uzatma 22 o'ng differensial kosaga perchinlangan. Orqa o'qni qo'zg'atuvchi uzatmani qo'shimcha qo'llab-quvvatlash uchun vites qutisi korpusidagi pinion va boss o'rtasidagi cheklangan bo'shliq tufayli, boshqariladigan vitesni differensial chashka bilan ichki tomondan bog'laydigan perchinlar tekis boshga ega.
Boshqariladigan tishli differensial chashka gardishining tashqi yuzasida markazlashtirilgan. Ish paytida, deformatsiya natijasida boshqariladigan vites qo'zg'aysan uzatmasidan uzoqroqqa bosilishi mumkin, buning natijasida tishli uzatmalar buziladi. Ushbu deformatsiyani cheklash va konusli tishli uzatmalarning to'g'ri aloqa qilishini ta'minlash uchun reduktor murvat shaklida yasalgan 25 boshqariladigan tishli cheklovchi bilan jihozlangan, uning oxirida guruch kraker o'rnatilgan. Cheklovchi vites qutisi korpusiga uning to'xtashi boshqariladigan konusning so'nggi yuziga tegmaguncha vidalanadi, shundan so'ng cheklovchi kerakli bo'shliqni yaratish uchun ochiladi va yong'oqlar qulflanadi.
Asosiy tishli konusli uzatmalarning ulanishi yumshoq po'latdan yasalgan va rulman korpusi va orqa aks vites qutisi korpusi orasiga o'rnatiladigan turli qalinlikdagi 18 to'plamini almashtirish orqali sozlanishi mumkin. Zavodda bir juft konusli tishli aloqa va shovqin uchun oldindan tanlangan (tanlangan). Shuning uchun, bir vitesni almashtirishda boshqa vitesni ham almashtirish kerak.
Orqa aks differensiali toraytirilgan, to'rtta sun'iy yo'ldosh 5 va ikkita yon uzatma 4. Sun'iy yo'ldoshlar yuqori mustahkam po'latdan yasalgan xoch pinlarga o'rnatiladi va yuqori qattiqlikgacha issiqlik bilan ishlov beriladi. Xoch 6 ishlab chiqarishning aniqligi uning ustidagi sun'iy yo'ldoshlarning to'g'ri nisbiy holatini va uning yon viteslar bilan to'g'ri ulanishini ta'minlaydi. Sun'iy yo'ldoshlar transomning bo'yinlarida ko'p qatlamli bronza lentadan yasalgan vtulkalar orqali qo'llab-quvvatlanadi. Sun'iy yo'ldoshlar va shpallarning asoslari o'rtasida 28 ta po'latdan yasalgan halqalar o'rnatilgan bo'lib, ular sun'iy yo'ldoshlarning burmalarini mahkam o'rnatadilar.
Differensial kubokga ulashgan sun'iy yo'ldoshlarning tashqi uchi sferik sirtga o'ralgan. Kubokdagi sun'iy yo'ldoshlarni qo'llab-quvvatlash shtamplangan bronza yuvish vositasi, shuningdek, sharsimon. Sun'iy yo'ldoshlar yuqori mustahkamlikdagi karbürizatsiyalangan qotishma po'latdan yasalgan po'stloq burchakli tishli uzatmalardir.
To'rt nuqtaga ega bo'lgan tirgak, ularni birgalikda qayta ishlash jarayonida ajralish tekisligida hosil bo'lgan silindrsimon teshiklarga kiradi. Kuboklarni birgalikda qayta ishlash ulardagi xochning aniq joylashishini ta'minlaydi. Kuboklarni markazlashtirish ularning birida yelka, ikkinchisida esa mos keladigan tirqishlar va pinlar mavjudligi bilan erishiladi. Stakanlar to'plami bir xil raqamlar bilan belgilanadi, ular qo'shma ishlov berish jarayonida olingan teshiklar va sirtlarning joylashuvining aniqligini ta'minlash uchun montaj vaqtida mos kelishi kerak. Agar bitta differensial chashka almashtirish zarur bo'lsa, ikkinchi, ya'ni to'liq chashka ham almashtirilishi kerak.
Differensial stakanlar egiluvchan temirdan qilingan. Differensial stakanlarning uyalarining silindrsimon teshiklarida to'g'ri burchakli yarim o'qli viteslar o'rnatiladi.
Yarim eksenel tishli g'ildiraklarning uyalari ichki yuzalari yarim o'qlar bilan bog'lanish uchun involyut shpillari bo'lgan teshiklar shaklida amalga oshiriladi. Yon vites va chashka o'rtasida yog 'plyonkasini ularning yuzalarida ushlab turish va bu sirtlarning aşınmasını oldini olish uchun zarur bo'lgan keng strokni sozlash uchun mos keladigan bo'sh joy mavjud. Bunga qo'shimcha ravishda, yarim o'qlarning uchlari va stakanlarning rulman sirtlari orasiga ikkita yuvish moslamasi o'rnatiladi: po'lat 32, sobit burilish va bronza 33, suzuvchi turdagi. Ikkinchisi po'lat yuvish mashinasi va yon tishli o'rtasida joylashgan. Pichoqlar differensialning stakanlariga payvandlanadi, bu differensial qismlarga mo'l-ko'l moylash materiallarini etkazib beradi.
Vites qutisi korpusiga nisbatan ularning to'g'ri joylashishi uchun qopqoqlar rulmanlar yordamida uning ustiga o'rnatiladi va unga tirgaklar bilan o'rnatiladi. Karter teshiklari va differensial podshipnik qopqoqlari birgalikda ishlov beriladi.
Differensialning konusli rulmanlarining oldindan yuklanishi gaykalar 3 va 29 tomonidan o'rnatiladi. Yuqori quvvatli quyma temirdan yasalgan sozlash gaykalarining ichki silindrsimon yuzasida kalit o'simtalari mavjud bo'lib, ular yordamida yong'oqlar o'raladi va qulflash bilan kerakli holatda o'rnatiladi. mo'ylovlar. 2, rulman qopqog'ining qayta ishlangan old yuzasiga biriktirilgan.
Vites qutisi qismlari boshqariladigan konusli uzatmaning halqali tishli tomonidan püskürtülmüş moy bilan yog'langan. Vites qutisi korpusiga moy qopchasi quyiladi, uning ichiga boshqariladigan konusli tishli uzatuvchi tomonidan purkalgan moy chiqariladi va vites qutisi korpusining devorlaridan pastga oqib tushadigan moy joylashadi.
Yog 'qopchasidan moy kanal orqali pinion podshipnikining korpusiga beriladi. Rulmanlarni ajratib turuvchi bu korpusning yelkasida moy ikkala konusli rulmanga oqadigan teshik mavjud. Bir-biriga konus bilan o'rnatilgan podshipniklar kiruvchi moy bilan yog'langan va konusning roliklarining nasos harakati tufayli uni turli yo'nalishlarda pompalamoqda: orqa rulman moyni karterga, old qismi esa uni qaytaradi. kardan mili gardish.
Flanj va podshipnik o'rtasida qotib qolgan yumshoq po'latdan yasalgan to'siq mavjud. Tashqi yuzada yuvish mashinasi katta qadam bilan chap qo'lda ipga ega, ya'ni ipning yo'nalishi tishli aylanish yo'nalishiga teskari; bundan tashqari, yuvish mashinasi to'lg'azish qutisining ochilishida engil bo'shliq bilan o'rnatiladi. Bularning barchasi gardishning tashqi yuzasining muhrlanishi tufayli moylash moslamasining rulmandan to'ldirish qutisiga oqib ketishiga yo'l qo'ymaydi.
Gardish tomonida rulman korpusi quyma temir qopqoq bilan yopiladi, uning ichiga tashqi uchi bilan bir xil bo'lgan ikkita ish qirrasi bo'lgan mustahkamlangan o'z-o'zidan mustahkamlangan kauchuk qistirma bosiladi. Qopqoqning o'rnatish yelkasida rulman korpusidagi eğimli teshikka to'g'ri keladigan teshik qilingan. Qopqoq va podshipnik korpusi va takozlar 18 orasidagi qistirma shunday o'rnatiladiki, ulardagi kesiklar mos ravishda qopqoqdagi truba va podshipnik korpusidagi teshikka to'g'ri keladi.
Qopqoq bo'shlig'iga kirgan ortiqcha yog 'qopqoqdagi teshik va rulman korpusidagi egilish valfi orqali vites qutisiga qaytariladi. Kuchaytirilgan rezina muhr ishchi qirralari bilan uglerodli po'latdan yasalgan gardish 14 ning sayqallangan va qotib qolgan yuqori qattiqlik yuzasiga bosiladi.
Ikkilamchi tishli silindrsimon rulman faqat chayqalish bilan yog'langan. Differensial stakanlardagi konusli rulmanlar xuddi shu tarzda moylanadi.
G'ildirak viteslarining mavjudligi, garchi u differentsial qismlariga yukni kamaytirgan bo'lsa-da, lekin avtomobilni burish yoki siljitishda viteslarning nisbiy aylanish tezligining oshishiga olib keldi. Shu sababli, ishqalanish yuzalarini himoya qilish bo'yicha ko'rilgan chora-tadbirlarga qo'shimcha ravishda (qo'llab-quvvatlovchi yuvgichlar va burmalarni joriy etish), shuningdek, differensial qismlar uchun moylash tizimini takomillashtirish ham rejalashtirilgan. Differensial chashka bilan payvandlangan qanotlar vites qutisi korpusidan yog' oladi va uni differentsial stakanlarda joylashgan qismlarga yo'naltiradi. Kiruvchi moylash materiallarining ko'pligi ishqalanadigan qismlarning sovishi, ularning bo'shliqlarga kirib borishiga yordam beradi, bu esa qismlarni tortib olish va eskirish ehtimolini kamaytiradi.
Shuningdek o'qing KAMAZ elektr jihozlariga texnik xizmat ko'rsatish
To'liq yig'ilgan markaziy vites qutisi orqa aks korpusidagi katta teshikka o'rnatiladi va uning vertikal tekisligiga tirgaklar va yong'oqlar bilan mahkamlanadi. Orqa aks korpusi va vites qutisining markaziy qismining birlashtiruvchi gardishlari qistirma bilan muhrlangan. Orqa aks karterida karterni o'rnatish tirgaklari uchun tishli teshiklar ko'r bo'lib, bu ulanishning mahkamligini yaxshilaydi.
Orqa aks korpusi quyma po'latdan yasalgan. Vertikal tekislikdagi teshiklarning mavjudligi deyarli orqa aks korpusining qattiqligiga ta'sir qilmaydi. Uning vites qutisi bilan aloqasi qattiq va avtomobilning ishlashi paytida o'zgarmaydi. Vertikal tekislikda bunday mahkamlash vites qutisini gorizontal tekislikdagi orqa o'q korpusiga ulash bilan solishtirganda katta afzalliklarga ega, masalan, MAZ-200 avtomashinasida, yuqoridan ochiq karterning sezilarli deformatsiyalari uning ulanishini buzgan. orqa aks korpusi bilan.
Orqa aks korpusi ikkala uchida orqa g'ildiraklarning tormoz kaliperlari perchinlangan gardishlar bilan tugaydi. Yuqori tomondan, bahor platformalari u bilan bir butunga birlashadi va pastdan bu platformalarga to'lqinlar qilinadi, ular orqa bahor narvonlari uchun yo'riqnomalar va bu narvonlarning yong'oqlarini qo'llab-quvvatlaydi.
Bahor yostiqlari yonida kichik kauchuk saqlovchi prokladkalar mavjud. Karterning ichida har tomondan ikkita bo'linma qilingan; karterning silindrsimon uchlarining bu bo'linmalarining teshiklarida ular o'q millari 6 ning korpusi 71 (7-rasmga qarang) bilan bosiladi.
Yarim o'qli qutilar g'ildirak viteslari mavjudligi sababli, yukning og'irligi va avtomobilning o'z og'irligi kuchlaridan egilish momentiga qo'shimcha ravishda, g'ildiraklarning tishli stakanlari tomonidan seziladigan reaktiv moment bilan ham yuklanadi. , bu korpusning gofrirovka qilingan uchiga mahkam bog'langan. Shu munosabat bilan, ramkaning mustahkamligiga yuqori talablar qo'yiladi. Korpus qalin devorli qotishma po'lat quvurlardan yasalgan bo'lib, mustahkamligini oshirish uchun issiqlik bilan ishlov berilgan. Korpusning orqa o'q korpusiga bosish kuchi uning aylanishini oldini olish uchun etarli emas, shuning uchun korpus orqa aks korpusida qo'shimcha ravishda qulflangan.
Bahor platformalari yaqinida joylashgan karter bo'linmalarida, korpusni bosgandan so'ng, ikkita teshik ochiladi, ular bir vaqtning o'zida orqa aks korpusi va o'q mili korpusidan o'tadi. Ushbu teshiklarga orqa aks korpusiga payvandlangan 4 ta qotib qolgan po'latdan qulflash pinlari kiritilgan. Qulflash pinlari korpusning orqa aks korpusida aylanishini oldini oladi.
Karter va korpusni vertikal egilish yuklari ta'sirida zaiflashtirmaslik uchun qulflash pinlari gorizontal tekislikda o'rnatiladi.
Aks korpuslarining tashqi uchlarida g'ildirak tishli chashka joylashtirilgan tasodifiy splinelar kesiladi. Tananing bir tomonida g'ildirak uyasi podshipniklarining yong'oqlarini mahkamlash uchun ip kesiladi. Mil qistirmalari uchun teshiklar 9 7 va yo'naltiruvchi markazlashtiruvchi halqalar 5 korpuslarning ichki uchlaridan qilingan. Markazlash halqalari o'rnatish vaqtida milni boshqarib, mil muhrlarini shikastlanishdan himoya qiladi. Milya qistirmalari - muhrlangan lablari bir-biriga qaragan holda shtamplangan po'lat qafasga o'rnatilgan ikkita alohida o'z-o'zidan qulflangan mustahkamlangan kauchuk muhrlar.
Yog 'isitish paytida markaziy g'ildirak redüktörlerinin karterlari bo'shliqlarida bosimning oshishi ehtimolini bartaraf qilish uchun orqa aks korpusining yuqori qismida uchta shamollatish klapanlari o'rnatilgan, biri yuqori qismining chap tomonida. orqa aks, o'rta kengayish yarim o'q uyasi va bahor joylari yaqinida ikkita. Karter bo'shliqlaridagi bosim oshganda, shamollatish klapanlari ochiladi va bu bo'shliqlarni atmosfera bilan bog'laydi.
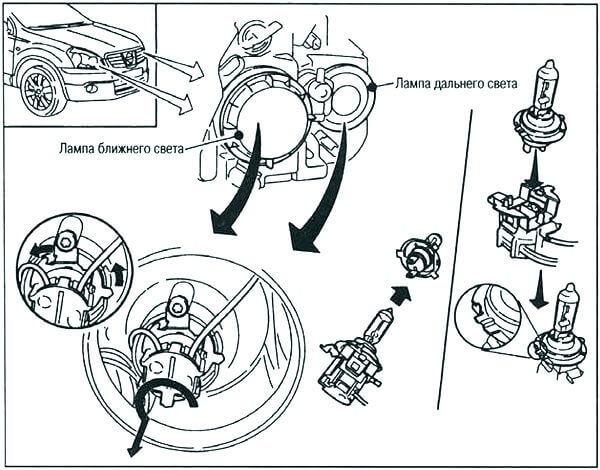
G'ildirak haydovchisi (73-rasm) orqa aks vites qutisining ikkinchi bosqichidir.
Markaziy uzatmalar qutisining harakatlantiruvchi konusli uzatmasidan, boshqariladigan konusli uzatma va differensial orqali, moment g'ildirakning sun'iy yo'ldoshi 1 deb ataladigan markaziy uzatmaga momentni ta'minlaydigan o'q mili 74 ga (2-rasm) uzatiladi. surish. Quyosh uzatmasidan aylanish uchta sun'iy yo'ldoshga 3 uzatiladi, ular aylana bo'ylab teng masofada joylashgan.
Sun'iy yo'ldoshlar tashqi 4 va ichki 5 stakandan iborat qo'zg'almas tayanchning teshiklarida o'rnatilgan 10 eksa bo'ylab quyosh uzatmasining aylanish yo'nalishiga qarama-qarshi yo'nalishda aylanadi. Sun'iy yo'ldoshlardan aylanish orqa g'ildirak uyasiga o'rnatilgan ichki tishli uzatmaning 6-rishtasiga uzatiladi. Halqali uzatma 6 sun'iy yo'ldoshlar bilan bir xil yo'nalishda aylanadi.
G'ildirak uzatuvchi kinematik sxemasining tishli nisbati halqali uzatmadagi tishlar sonining quyosh tishli tishlari soniga nisbati bilan aniqlanadi. O'z o'qlarida erkin aylanadigan sun'iy yo'ldoshlar vites nisbatiga ta'sir qilmaydi, shuning uchun g'ildirak viteslarining tishlari sonini o'qlar orasidagi masofani saqlab turgan holda o'zgartirib, siz bir qator tishli nisbatlarni olishingiz mumkin, ular hatto markaziy vites qutisidagi bir xil konusli viteslar, orqa ko'prikning ko'proq vites nisbati selektivligini ta'minlashi mumkin.
Guruch. 73. G‘ildirakli haydovchi:
1 - halqali tishli (haydovchi); 2 - plomba vilkasi; 3 - sun'iy yo'ldoshning o'qini ushlab turuvchi; 4 - sun'iy yo'ldoshning yo'nalishi; 5 - sun'iy yo'ldoshning o'qi; 5 - sun'iy yo'ldosh; 7 - kichik qopqoq; 8 - aks milining doimiy yorilishi; 9 - ushlab turuvchi halqa; 10 - soch turmagi; 11 - quyosh moslamasi (etakchi); 12 - muhrlangan halqa; 13 - tashqi shisha; 14 - katta qopqoq; 15 - katta qopqoqning murvati va halqali tishli; 16 - qistirma; 17 - bir chashka boshlang'ich murvat; 18 - yong'oq; 19 - g'ildirak uyasi; 20 - markazning tashqi podshipniklari; 21 - boshqariladigan ichki chashka; 22 - o'q o'qi; 23 - haydovchi tishli to'xtash joyi; 24 - aks korpusi; 2S - rulmanli gayka; 26 - ushlab turuvchi halqa; 27 - g'ildirak podshipnikining gaykali
Strukturaviy ravishda g'ildirak tishli quyidagicha amalga oshiriladi. Barcha viteslar silindrsimon, pog'onali. Quyosh tishli 11 (73-rasmga qarang) va sun'iy yo'ldoshlar 6 - tashqi tishli, toj - ichki tishli.
Quyosh uzatmasida o'qning mos keladigan uchida joylashgan shpallar bilan birlashadigan involyut shpinalari bo'lgan teshik mavjud. O'q milining qarama-qarshi ichki uchida, shuningdek, differensial vallarning uya teshigidagi shpallar bilan bog'langan o'ralgan shplinlar mavjud. O'q o'qi ustidagi markaziy milning eksenel harakati prujinani ushlab turish halqasi 9 bilan cheklanadi. O'q o'qi 22 ning markaziy vites qutisi tomon eksenel harakati unga o'rnatilgan markaziy sayyora bilan cheklanadi. Qarama-qarshi yo'nalishda, o'q milining harakatlanishi g'ildirak tishli kichik qopqog'ining 8 g'ildiragiga bosilgan doimiy yoriq 7 bilan to'sqinlik qiladi. Sun'iy yo'ldoshlar ikkita stakandan tashkil topgan olinadigan qavsga o'rnatilgan shaftlarga o'rnatiladi. Ichki piyola 21 uglerodli po'latdan zarb qilingan bo'lib, tashqi tomoni silindrsimon, ichki qismi esa teshikli teshikka ega. Tashqi chashka 13 yanada murakkab konfiguratsiyaga ega va quyma po'latdan yasalgan. Rulman stakanlari uchta murvat bilan o'zaro bog'langan.
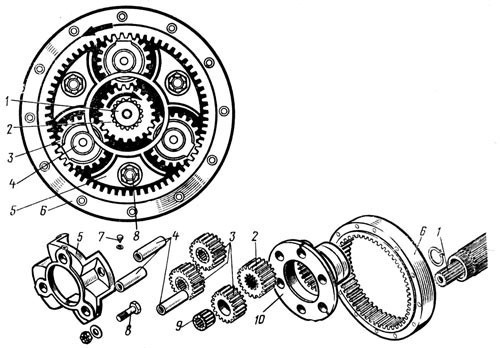
Guruch. 74. G‘ildirakli uzatma sxemasi va uning detallari:
1 - o'q o'qi; 2 - quyosh moslamasi; 3 - sun'iy yo'ldosh; 4 - sun'iy yo'ldoshning o'qi; 5 - tashqi stakan; 6 - halqali tishli; 7 - sun'iy yo'ldoshning ushlab turuvchi o'qi; 8 - tashuvchi chashka birlashtiruvchi murvat; 9 - sun'iy yo'ldoshning yo'nalishi; 10 - ichki stakan ushlagichi
Tashuvchining yig'ilgan stakanlarida sun'iy yo'ldoshlar o'qi uchun bir vaqtning o'zida uchta teshik qayta ishlanadi (burg'ulash), chunki sun'iy yo'ldoshlarning quyosh va toj viteslariga nisbatan nisbiy joylashuvining aniqligi to'g'ri uzatish debriyajini, viteslarni va uzatmalarni aniqlaydi. shuningdek, viteslarning chidamliligi. Birgalikda ishlaydigan g'ildirak uyalari boshqa markazlar bilan almashtirilmaydi va shuning uchun seriya raqami bilan belgilanadi. Sun'iy yo'ldosh o'qi teshiklari uchun tashqi stakanlarning quloqlarida uchta sun'iy yo'ldosh o'qining qulflash murvatlari uchun tishli teshiklari mavjud.
Yig'ilgan ko'zoynaklar (g'ildirak ushlagichlari) aks korpusining tashqi shpilli qismiga o'rnatiladi. Tashuvchini ekishdan oldin, ichki g'ildirak uyasi 19 ikkita rulmanda eksa milining karteriga o'rnatiladi. Ichki markazning ikki tomonlama konusli rulmanı to'g'ridan-to'g'ri o'q korpusiga o'rnatiladi, tashqi silindrsimon rulman esa g'ildirak tashuvchisiga o'rnatiladi. Ikki konusli rulman va g'ildirak tashuvchisi o'rtasida quyma oraliq o'rnatilgan. Keyin yig'ilgan qavs 25-gachasi gayka va 27-gachasi gayka yordamida o'q mil korpusiga o'rnatiladi. Gayka va gayka o'rtasida 26-gachasi ushlab turuvchi halqa o'rnatilgan bo'lib, u o'q korpusining yiviga ichki protrusion bilan kirishi kerak.
G'ildirak viteslarining yig'ilgan stakanlari sun'iy yo'ldoshlar erkin kiritilgan uchta teshikni hosil qiladi. Sun'iy yo'ldoshlarda tashqi yoki ichki halqalarga ega bo'lmagan 4 silindrli rulmanlarni o'rnatish uchun ehtiyotkorlik bilan ishlangan silindrsimon teshiklar mavjud. Shuning uchun, sun'iy yo'ldoshning ichki silindrsimon teshigi qo'llab-quvvatlovchi rulolar uchun tirgak kamaridir. Xuddi shunday, sun'iy yo'ldosh shaftining yuzasi rulmanning ichki halqasi rolini o'ynaydi. Rulmanning ishlash muddati to'g'ridan-to'g'ri poyga yo'llarining qattiqligi bilan bog'liq bo'lganligi sababli, sun'iy yo'ldosh vallari qotishma po'latdan yasalgan va sirt qatlamining yuqori qattiqligini olish uchun issiqlik bilan ishlov berilgan (HRC 60-64.
G'ildirak haydovchisini yig'ishda, birinchi navbatda, sun'iy yo'ldoshning teshigiga podshipniklar o'rnatiladi, so'ngra vitesni stakanlar hosil qilgan teshikka tushirib, sun'iy yo'ldosh mili podshipnikga kiritiladi. Sun'iy yo'ldosh shaftasi sozlash kursi bo'ylab stakanlarga o'rnatiladi va konusning tayog'i sun'iy yo'ldosh shaftining oxiridagi konussimon teshikka kiradigan qulflash murvati 3 yordamida aylanish va eksenel siljish orqali o'rnatiladi. Ushbu milni demontaj qilishni osonlashtirish uchun uning old yuzasida tishli teshik mavjud. Boltni yeng orqali bu teshikka solib, tashuvchining tashqi chashkasiga suyanib, siz milni sun'iy yo'ldoshdan osongina olib tashlashingiz mumkin.
Tishlilar ham quyosh uzatgichlari, ham halqali uzatmalar bilan birlashadi.
Moment asosiy uzatmaga u bilan o'ralgan uchta vites orqali uzatiladi, shuning uchun halqali uzatmaning tishlari g'ildirak tishli tishlariga nisbatan kamroq yuklanadi. Ishlash tajribasi shuni ko'rsatadiki, ichki tishli jant bilan tishli mufta eng bardoshli hisoblanadi. Halqali uzatma o'rnatilgan va orqa g'ildirak uyasi yivida yelka bilan markazlashtirilgan. Vites va markaz o'rtasida qistirma o'rnatilgan.
Tashqi tomondan, halqali uzatma yoqasining markazida, tishli mexanizmni qoplaydigan katta qopqoq 14 mavjud. Qopqoq va vites o'rtasida muhrlangan qistirma ham o'rnatilgan. Qopqoq va halqali uzatmalar umumiy murvatlar bilan orqa g'ildirak uyasiga 15 ga vidalanadi, u g'ildirak romiga o'rnatilgan podshipnikga o'rnatiladi, bu o'qda qo'llab-quvvatlanadigan sun'iy yo'ldoshlarning joylashuvining zaruriy o'zaro aniqligini ta'minlaydi, nozik teshiklari. ishlov berish jarayonida joylashtirilgan bir xil tashuvchining va sun'iy yo'ldoshlarning soat mexanizmining boshi bilan to'g'ri ulanishi. Boshqa tomondan, quyosh uzatmasining maxsus tayanchi yo'q, ya'ni u "suzadi" va sayyora tishli tishlari ustida joylashgan, shuning uchun sayyora tishli uzatmalariga yuk muvozanatlangan, chunki ular etarlicha aniqlik bilan aylana bo'ylab teng ravishda joylashtirilgan. .
G'ildirak uzatuvchisi va sun'iy yo'ldoshlarning quyosh uzatmalari yuqori sifatli qotishma po'latdan 20XNZA issiqlik bilan ishlov berilgan. Tishli tishlarning sirt qattiqligi HRC 58-62 ga etadi va tishlarning yadrosi HRC 28-40 qattiqligida egiluvchan bo'lib qoladi. Kamroq yuklangan halqa tishli 18KhGT po'latdan yasalgan.
G'ildirak redüktörlerinin tishli va podshipniklari g'ildirak reduktorining bo'shlig'iga quyilgan buzadigan amallar moyi bilan yog'langan. Tishli kamera katta qopqoq va konusli podshipniklarda aylanadigan orqa g'ildirak uyasidan iborat bo'lganligi sababli, tishli kameradagi moy barcha tishli va tishli g'ildirak podshipniklarini moylash uchun doimo aralashtiriladi. Yog 'kichik qopqoq 7 orqali quyiladi, katta g'ildirak qo'zg'aysan qopqog'iga uchta pin bilan biriktiriladi va markazlashtiruvchi yoqa bo'ylab rezina muhrlangan halqa 12 bilan muhrlanadi.
Kichkina qopqoqni olib tashlagan holda, katta qopqoqdagi teshikning pastki qirrasi g'ildirak poezdida kerakli yog 'darajasini aniqlaydi. Katta yog 'to'kish vilkasi barrel vilkasi bilan yopilgan teshikka ega. Yog 'g'ildirak tishli bo'shlig'idan markaziy vites qutisiga oqib chiqmasligi uchun, yuqorida ta'kidlab o'tilganidek, o'q miliga er-xotin moyli muhr o'rnatilgan.
G'ildiraklarning er-xotin konusli va silindrsimon rulmanlarini moylash uchun g'ildirak qo'zg'aysan bo'shlig'idan yog' ham orqa g'ildirak uyasi bo'shlig'iga kiradi.
Uyaning ichki tomonidan uning so'nggi yuzigacha, rezina qistirma orqali plomba qutisi qopqog'i vidalanadi, uning ichiga rezina-metall o'z-o'zidan qulflanadigan plomba qutisi joylashtiriladi. To'ldirish qutisining ishchi qirrasi markazning bo'shlig'ini o'q korpusiga bosilgan olinadigan halqa bo'ylab muhrlab qo'yadi. Halqaning sirti yuqori darajada tozalangan, qattiq qattiqlashgan va sayqallangan. G'ildirak uyasidagi plomba qutisi qopqog'i yelkaning markazida joylashgan bo'lib, u bir vaqtning o'zida ikki konusli podshipnikning tashqi halqasiga to'g'ri keladi va uning eksenel harakatini cheklaydi.
Bez qopqog'ida, katta o'lchamdagi gardish yog 'deflektori bo'lib xizmat qiladi, chunki u bilan olinadigan bez halqasi o'rtasida kichik bo'shliq mavjud. Shuningdek, gardishning silindrsimon yuzasida, markazning aylanish yo'nalishiga teskari yo'nalishda moyillikka ega bo'lgan moyni yuvish oluklari kesiladi. Yog 'tormoz barabanlariga tushishiga yo'l qo'ymaslik uchun moy muhri yog 'deflektori bilan yopiladi.