
Avtomobil korpusini bo'yash, korroziyaga qarshi va optik ishlov berish
Mundarija
- Ta'mirlashdan keyin rasm chizish
- Taşlama
- tozalash
- Muhrlash
- To'ldirish kamchiliklarining sabablari va oldini olish
- ishlash
- Kamuflaj
- Chizish
- Astarlarni qo'llashda nuqsonlarning sabablari va oldini olish. ranglar
- Ikki va uch qatlamli bo'yash bilan nikohning sabablari va oldini olish
- Rang turlari
- Spray bo'yash
- Tanani ta'mirlash
 Avtomobilni bo'yash ikkita asosiy funktsiyaga ega. Operatsion nuqtai nazardan, bo'yoq tana yuzasini salbiy tashqi ta'sirlardan (agressiv moddalar, suv, tosh zarbalari ...) himoya qilganda himoya muhimroqdir. Biroq, ko'plab avtoulovchilar uchun bo'yoqning estetik taassurotlari muhimroqdir, shuning uchun transport vositasining rangi uni tanlashda muhim mezonlardan biridir.
Avtomobilni bo'yash ikkita asosiy funktsiyaga ega. Operatsion nuqtai nazardan, bo'yoq tana yuzasini salbiy tashqi ta'sirlardan (agressiv moddalar, suv, tosh zarbalari ...) himoya qilganda himoya muhimroqdir. Biroq, ko'plab avtoulovchilar uchun bo'yoqning estetik taassurotlari muhimroqdir, shuning uchun transport vositasining rangi uni tanlashda muhim mezonlardan biridir.
Yuzaki ishlov berish sifatida laklash Xitoyda paydo bo'lgan va Sharqiy Osiyoda eng yuqori cho'qqiga chiqdi. Ot aravasi bo'yoq ustaxonasi maydonini transport vositalariga kengaytirishda muhim rol o'ynadi. Oʻsha davrda (18-asr) u jamoat transporti hisoblanib, keyinchalik turli taraqqiyot bosqichlarini bosib oʻtgan. Uzoq vaqt davomida u birinchi avtomobillarning asosi edi. Miloddan avvalgi XNUMX-asrgacha avtomobil kuzovi romlari sintetik teri bilan qoplangan yog'och ramkadan yasalgan. Faqat kapot va qanotlar bo'yash kerak bo'lgan metall lavha edi.
Ilgari mashinalar cho‘tka bilan qo‘lda bo‘yalgan, bu esa rassom ishining vaqtini va sifatini talab qilar edi. Qo'lda bo'yash juda uzoq vaqt davomida konveyer lentasida avtomobil korpuslarini ishlab chiqarishda amalga oshirildi. Zamonaviy laklash texnikasi va yangi materiallar avtomatlashtirishni oshirishga yordam berdi, ayniqsa sanoat, partiyaviy laklashda. Asosiy modifikatsiya suvga cho'mgan vannada amalga oshirildi, so'ngra gidravlik boshqariladigan robotlar yordamida individual püskürtme operatsiyalari amalga oshirildi.
Metall korpuslarga o'tish bo'yashda yana bir afzalliklarni ko'rsatdi - ishlov berish va quritish vaqti sezilarli darajada kamaydi. Bo'yash texnikasi ham o'zgardi. Ular uni nitro-lak bilan bo'yashni boshladilar, bu esa ishlab chiqarilgan qismlarning sonini oshirdi. Sintetik qatronli lak 30-yillarda ixtiro qilingan boʻlsa-da, zavod va taʼmirlash ustaxonalarida nitrolakdan foydalanish 40-yillargacha davom etdi. Biroq, ikkala shakl ham asta-sekin yangi texnika - otishni o'rganish bilan fonga o'tkazildi.
Avtomobillarni hunarmandchilik bilan bo'yashning asosiy vazifasi - ta'mirlash, kamroq darajada yangi bo'yash, shuningdek, maxsus bo'yash va markalash. Malakali hunarmandchilik avtomobillarni ishlab chiqarishdagi texnik yutuqlarga, xususan, kuzov materiallarining o'zgarishi (ko'proq plastmassa, alyuminiy, turli shakllar, galvanizli lavha) yoki bo'yoqning o'zgarishi (yangi ranglar, suvga asoslangan materiallar) va shunga o'xshash ishlanmalar bilan hamqadam bo'lishi kerak. ta'mirlash va bo'yash usullari sohasida.
Ta'mirlashdan keyin rasm chizish
Ushbu maqolada biz allaqachon bo'yalgan sirtlarni bo'yashga ko'proq e'tibor qaratamiz, ya'ni. yangi qismlarni bo'yashsiz, mos ravishda. avtomobil korpuslari. Yangi qismlarni bo'yash har bir avtomobil ishlab chiqaruvchisining nou-xausidir va shuni aytish mumkinki, bo'yash jarayoni deyarli bir xil, faqat "xom" lavhani korroziyadan himoya qilishning dastlabki bosqichlari, masalan, kuzovni namlash. sink eritmasida.
Avtomobilning oxirgi foydalanuvchilari shikastlangan yoki almashtirilgan qismni ta'mirlagandan so'ng bo'yash texnikasini yaxshiroq tushunishadi. Avtomobilingizni ta'mirdan keyin bo'yashda, yakuniy ko'rinish bir qator omillarga bog'liqligini unutmang. Faqatgina tugatish qoplamasini sifatli tanlashdan emas, balki varaqni to'g'ri va puxta tayyorlash bilan boshlanadigan butun jarayondan ham.
Rassomlik, acc. Tayyorgarlik ishlari bir necha bosqichlardan iborat:
- silliqlash
- tozalash
- muhr
- ishlash
- kamuflyaj,
- laklash.
Taşlama
Plitani va alohida oraliq qatlamlarni silliqlashga alohida e'tibor berilishi kerak, garchi ba'zida bu ahamiyatsiz yoki hatto kichik operatsiya bo'lib ko'rinadi, unda faqat tekis sirtni olish kerak bo'ladi.
Tozalashda quyidagilarga e'tibor bering:
- Zımpara qog'ozini to'g'ri tanlash silliqlash maydoniga bog'liq bo'lib, biz eski / yangi lavha, po'lat plitalar, alyuminiy, plastmassani silliqlashtiramiz.
- Har bir keyingi qatlamni silliqlashda, zımpara qog'ozining silliqlash hajmi avvalgisidan uch daraja nozikroq bo'lishi kerak.
- To'g'ri silliqlashga erishish uchun erituvchilar to'liq bug'lanib ketguncha kuting va plyonka quriydi, aks holda material qog'oz ostida aylanadi.
- Zımparadan so'ng sirtni to'liq tozalash kerak, barcha silliqlash qoldiqlari, tuzlar va yog'larni olib tashlash kerak. Yalang qo'llar bilan sirtga tegmang.

tozalash
Bo'yashdan oldin, acc. plomba moddasini qayta qo'llashdan oldin yoki Barcha ifloslantiruvchi moddalarni, masalan, silliqlash qoldiqlarini, suv va zımpara qog'ozidagi tuz qoldiqlarini, qo'shimcha plomba yoki himoya qilishda ortiqcha plomba, qo'llardagi yog'larni, turli xil silikon mahsulotlarning barcha qoldiqlarini (shu jumladan izlarni) olib tashlash muhimdir. , agar ular ishlatilsa.
Shuning uchun sirt butunlay toza va quruq bo'lishi kerak, aks holda ko'plab nuqsonlar paydo bo'lishi mumkin; kraterlar va bo'yoqlarning tarqalishi, keyinchalik ham bo'yoq yorilishi va pufakchalar. Ushbu nuqsonlarni bartaraf etish odatda mumkin emas va sirtni to'liq silliqlash va qayta bo'yashni talab qiladi. Tozalash, masalan, toza quruq holda yuzaga qo'llaniladigan tozalovchi bilan amalga oshiriladi. qog'oz sochiq ham. Qoplamani tayyorlash jarayonida tozalash bir necha marta takrorlanadi.
Muhrlash
Muhrlash - chuqurlashtirilgan va nuqsonli avtomobil qismlarini tekislashning eng keng tarqalgan usuli. Quyidagi rasmda o'lchagichning korpus bilan birikmasi ko'rsatilgan, uni plomba bilan to'ldirish kerak. Odatda, o'simta atrofidagi joy qalam bilan belgilanadi, bu erda plomba plomba moddasini qo'llash kerak.

Shiva sirtga klassik spatula bilan avval qalam bilan belgilab qo'ygan joyda qo'llaniladi. Plomba etarli qattiqlik va mustahkamlikni ta'minlash uchun silliqlash orqali tozalangan yalang'och metallga qo'llaniladi, garchi zamonaviy qozon plomba moddalari har qanday substratga mahkam yopishishi kerak. Quyidagi rasmda sirt mos ravishda plomba qo'llanilishiga tayyor. topshirish deb ataladigan jarayon.

To'ldirish kamchiliklarining sabablari va oldini olish
Yuqori qatlamdagi dog'lar
 sabablari:
sabablari:
- polietilen plomba tarkibida juda ko'p qattiqlashtiruvchi,
- polietilen plombadagi etarli darajada aralashtirilgan sertleştirici.
Kamchiliklarni tuzatish:
- plastinaga qum va qayta muhr.
Kichik teshiklar
 sabablari:
sabablari:
- noto'g'ri muhrlanish (havo yoki juda qalin individual qatlamlarning mavjudligi),
- substrat etarlicha quruq emas;
- juda nozik bir primer qatlami.
Kamchiliklarning oldini olish:
- havoni chiqarish uchun belkurakni bu joyda bir necha marta bosish kerak;
- agar biz kattaroq qalinlikdagi muhrlangan bo'lsak, bir nechta yupqa qatlamlarni qo'llash kerak,
- asosiy materiallarni yaxshilab quriting.
Kamchiliklarni tuzatish:
- plastinaga qum va qayta muhr.
Tiklash belgilari
 sabablari:
sabablari:
- plomba moddasini mos bo'lmagan (juda qo'pol) zımpara bilan silliqlash,
- eski bo'yoqni mos bo'lmagan zımpara bilan silliqlash.
Kamchiliklarning oldini olish:
- ma'lum bir don o'lchamidagi zımpara qog'ozidan foydalaning (pürüzlülük),
- Katta oluklarni nozik zımpara qog'ozi bilan qumlang.
Kamchiliklarni tuzatish:
- plastinaga qum va qayta muhr.
ishlash
Yuqori qatlamni qo'llashdan oldin quyish muhim ish jarayonidir. Qiyinchilik juda kichik, ammo ko'rinadigan bo'shliqlar va chizishlardan iborat nozik bir qatlamni qoplash va qo'llash, bosilgan joylarni qoplash va izolyatsiya qilishdir.
Turli maqsadlar uchun turli xil plomba turlari qo'llaniladi:
- 2K poliuretan/akrilat asosidagi plomba moddasi,
- qalin plyonkali (ixcham) plomba moddalari,
- suvga asoslangan plomba moddalari,
- ho'l ustida nam plomba moddalari,
- tonlama plomba,
- shaffof plomba moddalari (Fillsealer).
Kamuflaj
Avtotransport vositalarining barcha bo'yalmagan qismlari va sirtlari, shu jumladan, parchalanmaydigan va parchalanmaydigan dekorativ chiziqlar bilan qoplangan bo'lishi kerak.
Talablar:
- yopishtiruvchi va qoplamali lentalar namlikka chidamli va ayni paytda issiqlikka chidamli bo'lishi kerak;
- qog'oz o'tkazmaydigan bo'lishi kerak, shunda siyoh u orqali o'tmaydi.

Chizish
- Bo'yashdan oldin avtomobilni xona haroratiga (18˚C) qizdiring.
- Rang va unga hamroh bo'lgan komponentlar (qattiqlashtiruvchi va tiner) ham xona haroratida bo'lishi kerak.
- Tegirmon suvining qattiqligi imkon qadar past bo'lishi kerak. Qoldiq silliqlash suvini ehtiyotkorlik bilan artib tashlash kerak, chunki tuz qoldiqlari bo'yalgan yuzada qabariq paydo bo'lishiga olib kelishi mumkin.
- Siqilgan havo quruq va toza bo'lishi kerak. Suv ajratgichni muntazam ravishda bo'shatish kerak.
- Agar bizda buzadigan amallar kabinasi bo'lmasa va biz garajda bo'yash qilsak, biz havo namligi haqida ayniqsa ehtiyot bo'lishimiz kerak (masalan, polni sug'ormang va keyin radiatorlarni maksimal darajada yoqing). Namlik juda yuqori bo'lsa, shunga mos ravishda pufakchalar hosil bo'ladi. qisqichlar mos keladi. mat bo'yoq. Bu chang bilan ham xuddi shunday. Zaminlar toza va quruq bo'lishi kerak va havo oqimi imkon qadar past bo'lishi kerak.
- Bo'yoq kabinalari va quritish shkaflari bo'yoq ustiga bo'yoq surilishi yoki chang to'planishiga yo'l qo'ymaslik uchun toza havo ta'minoti, chang filtrlari va bug 'chiqishi bilan jihozlangan bo'lishi kerak.
- Barcha silliqlangan joylar korroziyadan qayta himoyalangan bo'lishi kerak.
- Har bir paketda piktogramma shaklida foydalanish bo'yicha ko'rsatmalar mavjud. Barcha ma'lumotlar 20 ° C dastur harorati uchun berilgan harorat yuqori yoki pastroq bo'lsa, operatsiya haqiqiy sharoitlarga moslashtirilishi kerak. Bu navbati bilan yuqori haroratlarda qisqartirilishi mumkin bo'lgan potning ishlash muddati va quritish uchun juda muhimdir. belgilanganidan pastroq haroratda.
- Nisbiy namlik ham juda muhim, bu 80% dan yuqori bo'lmasligi kerak, chunki bu quritishni sezilarli darajada sekinlashtiradi va bo'yoq plyonkasining to'liq quritilishiga olib kelishi mumkin. Shunday qilib, pe mastiklari uchun yopishtirish yoki bo'ladi. zımpara qog'ozining tiqilib qolishi, 2K qoplamada, keyin suv bilan reaksiyaga kirishishi natijasida qabariq. Ko'p komponentli qoplamalardan foydalanganda va to'liq ta'mirlash tizimidan foydalanilganda, faqat bitta ishlab chiqaruvchining mahsulotlaridan foydalanish va ko'rsatmalarga rioya qilish kerak, chunki bu kerakli ko'rsatkichga erishishning yagona yo'li. Aks holda, sirt burishishi mumkin. Bu nuqson materiallarning sifatsizligidan emas, balki tizimdagi materiallarning mos kelmasligidan kelib chiqadi. Ba'zi hollarda ajinlar darhol paydo bo'lmaydi, faqat ma'lum vaqtdan keyin.
Astarlarni qo'llashda nuqsonlarning sabablari va oldini olish. ranglar
Pufak shakllanishi
 sabablari:
sabablari:
- qatlamlar orasidagi juda qisqa shamollatish vaqti,
- juda qalin primer qatlamlari,
- burchaklarda, qirralarda, burmalarda silliqlashdan keyin suv qoldiqlari,
- suvni maydalash juda qiyin,
- ifloslangan siqilgan havo,
- harorat o'zgarishi tufayli kondensatsiya.
Kamchiliklarning oldini olish:
- qatlamlar orasidagi shamollatish vaqti 10 ° C da kamida 20 minut bo'lishi kerak,
- silliqlashdan keyin suv qoldiqlarini quritishga yo'l qo'ymang, ularni artib tashlash kerak,
- siqilgan havo quruq va toza bo'lishi kerak.
Kamchiliklarni tuzatish:
- plastinkaga qum soling va qayta qo'llang.
Yomon, mos. substratga etarli darajada yopishmaslik
 sabablari:
sabablari:
- yomon tayyorlangan substrat, yog 'izlari, barmoq izlari, chang,
- materialni mos bo'lmagan (original bo'lmagan) tiner bilan suyultirish.
Xatolarni tuzatish:
- bo'yashdan oldin sirtni yaxshilab tozalang;
- belgilangan erituvchilardan foydalanish.
Kamchiliklarni tuzatish:
- plastinkaga qum soling va qayta qo'llang.
Substratni eritish
 sabablari:
sabablari:
- quritilmagan, quritilmagan oldingi rasm,
- eski bo'yoq qatlamlari juda qalin.
Kamchiliklarning oldini olish:
- belgilangan quritish vaqtiga rioya qiling
- belgilangan qoplama qalinligiga rioya qiling
Kamchiliklarni tuzatish:
- plastinkaga qum soling va qayta qo'llang
Ikki va uch qatlamli bo'yash bilan nikohning sabablari va oldini olish
Spotting
 sabablari:
sabablari:
- qoniqarsiz qo'llash texnikasi (ko'krak, bosim),
- juda qisqa shamollatish vaqti,
- noto'g'ri tinerdan foydalanish,
- bo'yalgan sirt mos haroratda emas (juda sovuq, juda issiq).
Kamchiliklarning oldini olish:
- belgilangan qo'llash texnikasidan foydalangan holda,
- belgilangan tinerdan foydalanish,
- mos xona harorati va bo'yalgan sirt (18-20 ° C) va maksimal namlik 40-60% bo'lishini ta'minlash.
Kamchiliklarni tuzatish:
- poydevorga qum va yana bo'yoq.
Damlama
 sabablari:
sabablari:
- HYDRO bazasining mos bo'lmagan yopishqoqligi,
- HYDRO Substrat juda qalin,
- mos bo'lmagan purkagich (ko'krak), bosim,
- juda sovuq material, juda past baza yoki xona harorati,
- noto'g'ri tinerdan foydalanish.
Kamchiliklarning oldini olish:
- foydalanish bo'yicha texnik ko'rsatmalarga rioya qilish,
- mos keladigan purkagichdan foydalanish,
- ob'ekt va material xona haroratiga + 20 ° C ga qadar isitiladi,
- belgilangan suyultiruvchi yordamida.
Kamchiliklarni tuzatish:
- poydevorga qum va yana bo'yoq.
Rang turlari
Shaffof ranglar birlamchi ranglar boʻlib, ular yakka oʻzi yoki boshqa ranglar bilan aralashtirib, yangi soyalar yaratish uchun yoki maxsus soyalar va effektlar uchun asosiy qoplama sifatida ishlatiladi. Ular juda tez-tez shaffof ranglar bilan qo'llaniladi, ular to'g'ridan-to'g'ri bu ranglarni aralashtirish yoki shaffof qatlamlarni to'g'ridan-to'g'ri shaffof rangga qo'llash orqali ehtiyojlar va g'oyalarga ko'ra shaffof bo'lmagan ranglarga engil soya beradi. Shaffof bo'yoqlardan foydalanganda tavsiya etilgan ko'krak diametri 0,3 mm yoki undan ko'p. Agar bo'yoqlar ko'proq suyultirilgan bo'lsa, 0,2 mm nozuldan foydalanish mumkin.
Shaffof ranglar yarim porloq effektli shaffof ranglar. Ular boshqa turdagi bo'yoqlar bilan aralashtirilishi yoki to'g'ridan-to'g'ri boshqa turdagi bo'yoqlarga qo'llanilishi mumkin. Ular ko'p qirrali va ko'p sonli effektlarga erishish uchun ishlatiladi. Boshqa turlar bilan aralashtirib, kerakli soyaga erishishingiz mumkin. Masalan. Shaffof bo'yoqlarni alyuminiy bo'yoq bilan aralashtirish orqali har qanday soyaning metallizatsiyasiga erishiladi. Yaltiroq rangni yaratish uchun shaffof ranglar va Hot Rod ranglari (quyida aytib o'tilgan) aralashtiriladi. Shaffof ranglar, shuningdek, noaniq ranglarga bir oz rang qo'shib, sizning xohishingizga yangi rang yaratishi mumkin. Bo'yoqlarni to'g'ridan-to'g'ri aralashtirish yoki shaffof yoki shaffof bo'lmagan holda qo'llash mumkin. Shaffof bo'yoqlardan foydalanganda tavsiya etilgan ko'krak diametri 0,3 mm yoki undan ko'p. Agar bo'yoqlar ko'proq suyultirilgan bo'lsa, diametri 0,2 mm bo'lgan nozuldan foydalanish mumkin.
Floresan bo'yoqlar yarim porloq effektli shaffof, neon ranglar. Ular oq fon bo'yog'iga yoki shaffof yoki shaffof bo'yoqlar bilan yaratilgan engil fonga püskürtülür. Floresan bo'yoqlari an'anaviy bo'yoqlarga qaraganda quyosh nurlaridan ultrabinafsha nurlanishiga nisbatan kamroq chidamli. Shuning uchun ular UV himoyasi bilan lakni talab qiladi. Floresan bo'yoqlar uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Marvarid ranglari ular marvarid porlash effekti uchun yoki boshqa ranglar bilan yolg'iz ishlatilishi mumkin. Shaffof ranglar bilan aralashtirib, siz o'zingizning soyangizda yorqin ranglarni yaratishingiz mumkin. Ular, shuningdek, Candy bo'yoqlari uchun asosiy qoplama sifatida ishlatiladi, buning natijasida turli xil soyalarda yorqin marvarid rangi paydo bo'ladi. Yaltiroq effekt yaratish uchun Candy bo'yog'i to'g'ridan-to'g'ri marvarid bo'yog'iga ikki-to'rt qatlamda qo'llaniladi. Marvarid bo'yoqlari uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Metallic yolg'iz yoki boshqa ranglar bilan birgalikda ishlatiladi. Bu ranglar qorong'i fonda eng yaxshi ajralib turadi (qora - shaffof bo'lmagan rang). Ular, shuningdek, to'g'ridan-to'g'ri metallga ikki-to'rt qatlam shaffof/konfet bo'yog'ini qo'llash orqali yaratilgan maxsus metall soyalarni yaratish uchun shaffof yoki konfet bo'yoqlari uchun asosiy qoplama sifatida ishlatilishi mumkin. Metall bo'yoqlar uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Kamalak ranglari ular yorug'lik ta'sirida ranglarning o'zgarishiga olib keladigan nozik kamalak effektini yaratish uchun yoki boshqa turdagi ranglar uchun asos sifatida ishlatilishi mumkin. Ular ko'pincha tiniq yoki shirin ranglar uchun asosiy qoplama sifatida ishlatiladi, ular yordamida kamalak effekti ranglarining o'z soyalarini yaratishi mumkin (to'g'ridan-to'g'ri kamalak rangiga ikki-to'rtta shaffof/konfet rangini qo'llash orqali). Kamalak ranglari uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Hi-Lite ranglari o'ziga xos rangni kuchaytirish effektiga erishish uchun ular har qanday rangli fonda ishlatilishi mumkin. Ular bir-uch qatlamda oz miqdorda qo'llanilishi uchun mo'ljallangan. Rangni o'zgartirish effekti Hi-Lite ranglarida zumrad seriyasiga qaraganda kamroq aniqlanadi. Hi-Lite ranglari kunduzi yoki to'g'ridan-to'g'ri sun'iy yorug'likda eng yaxshi ko'rinadigan nozik ta'kidlash effektini yaratish uchun ideal. Ranglarni shaffof ranglar bilan bevosita aralashtirish mumkin. Natijada, rang osongina o'zgaradi. Ranglarni haddan tashqari aralashtirish bu effektni yo'qotadi va ranglar sutli pastel effektini oladi. Hi-Lite ranglari noaniq qora kabi quyuq fonlarda juda yaxshi ajralib turadi. Hi-Lite bo'yoqlari uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan kattaroqdir. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Zumrad ranglari Bu tanaffus burchaklari asosida ishlaydigan maxsus pigmentli bo'yoqlar bo'lib, bu rang soyasining kuchli o'zgarishiga olib keladi. Zumrad ranglari yorug'lik burchagiga qarab rangini keskin o'zgartiradi. Bu ranglar quyuq fonda (shaffof qora) eng yaxshi ajralib turadi. Ushbu soya bir-ikki yupqa qatlamli quyuq asosli bo'yoq, so'ngra ikki-to'rt qavat zumraddan bo'yoq qo'llash orqali yaratiladi. Ushbu bo'yoqlarni yupqalash tavsiya etilmaydi, lekin agar kerak bo'lsa, bo'yoqning haddan tashqari yupqalanishiga yo'l qo'ymaslik uchun tiner faqat kichik dozalarda qo'shiladi. Emerald Paint uchun tavsiya etilgan nozul diametri 0,5 mm yoki undan kattaroqdir.
Ranglar jo'shqinligi sinish burchaklari asosida ishlaydigan maxsus pigmentli bo'yoqlar bo'lib, bu rang soyasining kuchli o'zgarishiga olib keladi. Ushbu ranglarning rang o'zgarishi silliq va kam yorug'likda ham aniq ko'rinadi va bu ta'sir o'tkir burmalari bo'lgan notekis narsalarda yanada aniqroq bo'ladi. Yorqin ranglar quyuq fonda (qora fon rangi) eng yaxshi ajralib turadi. Istalgan effektga Flair bo'yog'ining ikki-to'rt qatlami bilan bir-ikki nozik qatlamli qora tayanch bo'yoqni qo'llash orqali erishiladi. Ushbu bo'yoqlarni yupqalash tavsiya etilmaydi, lekin agar kerak bo'lsa, bo'yoqni haddan tashqari yupqalashtirmaslik uchun ozgina miqdorda tiner qo'shing. Emerald Paints uchun tavsiya etilgan nozul diametri 0,5 mm yoki undan kattaroqdir.
Yorqin ranglar Bular engil porlashi bo'lgan ranglardir. Ularning zarracha hajmi Hot Rod bo'yoqlariga qaraganda kichikroq. Bu ranglar yarim porloq ko'rinishga ega shaffofdir. Ular qorong'i fonda (qora fon rangi) eng yaxshi ajralib turadi. Bir-ikki yupqa qatlamli qora astar va ikki-to'rt qatlamli yaltiroq bo'yoq qo'llash istalgan effektga erishadi. Yaltiroq bo'yoqlar uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Kosmik ranglar Bular mayda yulduz changi ta'siriga ega ranglardir. Ularning zarracha hajmi Hot Rod bo'yoqlaridan kichikroq. Bu ranglar yarim porloq ko'rinishga ega shaffofdir. Ular quyuq fonda (qora fon rangi) eng yaxshi ajralib turadi. Istalgan effektga ikki-to'rt qatlamli Kosmik bo'yoq bilan bir-ikki yupqa qatlamli qora tayanch bo'yoqni qo'llash orqali erishiladi. Yaltiroq rangga erishish uchun Kosmik ranglar shaffof yoki shirin ranglar bilan aralashtiriladi. Olingan bo'yoqni bo'yash uchun Kosmik bo'yoq bazasiga har qanday shaffof bo'yoqning ikki-besh qatlamini qo'llash kerak. Yana jonli rang effektiga erishish uchun kosmik ranglar ham bir-biri bilan aralashtirilishi mumkin. Shuningdek, siz ularning porlash effektidan foydalanishingiz va har qanday shaffof rangdagi substratga qo'llashingiz mumkin. Kosmik bo'yoqlar uchun tavsiya etilgan nozul diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Hotrod bo'yoqlari ular 50-60 ta mashinaning "Retro ranglari" deb ataladigan narsalarni jonlantirishadi. yillar davomida to'g'ridan-to'g'ri yorug'lik ostida porlab turadigan juda ta'sirli porlash effektini yaratadi. Bu ranglar quyuq fonda (qora fon rangi) eng yaxshi ajralib turadi. Istalgan effektga bir-ikki yupqa qatlamli qora tayanch bo'yoq, so'ngra ikki-to'rt qatlamli Hot Rod bo'yog'ini qo'llash orqali erishiladi. Yorqinlikka erishish uchun Hot Rod ranglarini to'g'ridan-to'g'ri shaffof yoki konfet bo'yoqlari bilan aralashtirish kerak. Olingan bo'yoqni tegizish uchun Hot Rod asosiga har qanday shaffof bo'yoqning birdan to'rttagacha qo'llang. Yana jonli rang effekti uchun Hot Rod ranglarini bir-biri bilan aralashtirish mumkin. Hot Rod bo'yog'i uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan kattaroqdir. Ko'krak diametri 0,3 resp. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
Shirin ranglar yuqori porloq konsentrlangan bo'yoqlar bo'lib, ular to'liq quritgandan keyin ham yangi püskürtülmüş bo'yoqqa o'xshaydi (to'liq porloq effekt faqat yuqori qatlam qo'llanilgandan keyin paydo bo'ladi). Candy ranglari astar uchun asos sifatida ishlatilgan bo'lsa-da, ular ko'p jihatdan klassik asosiy ranglardan farq qiladi. Laksiz shakarlamalar bo'yoqlari shikastlanishga juda moyil va to'g'ridan-to'g'ri niqoblanmasligi kerak (ular to'liq quritilishi va niqoblashdan oldin bo'yalgan bo'lishi kerak). Candy bo'yoqlaridan foydalanganda iloji boricha tezroq yuqori qatlamni qo'llash kerak, chunki u bo'yoqni axloqsizlik va barmoq izlaridan himoya qiladi, bu bo'yoq juda sezgir. Katta maydonlarni purkashda Candy bo'yoqlarini ularning yuqori konsentratsiyasi tufayli shaffof asos bilan aralashtirish tavsiya etiladi. Bo'yoq butunlay quruq bo'lishi kerak, ochiq havoda bir necha soat davom etishi mumkin. Candy bo'yoqlari uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 resp. Agar ranglar ko'proq suyultirilgan bo'lsa, 0 mm dan foydalanish mumkin.
Alyuminiy rangi don hajmiga qarab uch xil navda mavjud: nozik, o'rta, qo'pol. Bu juda aks ettiruvchi va asosan shakarlamalar gullari uchun asos sifatida mo'ljallangan. Alyuminiy yoki metall effekt yaratish uchun yakka o'zi ishlatilishi mumkin, yoki aks ettiruvchi effektga ega har qanday soyani yaratish uchun shaffof bo'yoqlar uchun asosiy qoplama sifatida ishlatilishi mumkin. Yana bir mumkin bo'lgan dastur - har xil turdagi alyuminiy bo'yoqlarni (nozik, o'rta, qo'pol) purkash va keyin har qanday Candy bo'yog'ini qo'llash. Natijada turli o'lchamdagi alyuminiy donalari orasidagi o'tish bilan porloq bo'yoq paydo bo'ladi. Alyuminiy bo'yoq yaxshi qoplanadi va bir qatlam odatda butun rasm uchun etarli. Alyuminiy bo'yoqlar uchun tavsiya etilgan ko'krak diametri 0,5 mm yoki undan ko'p. Ko'krak diametri 0,3 marta. Ranglar ko'proq suyultirilgan bo'lsa, siz 0,2 mm dan foydalanishingiz mumkin.
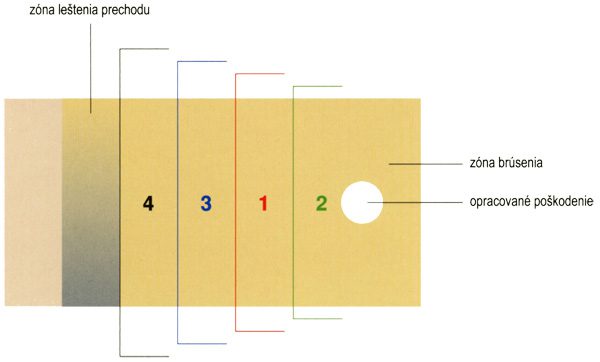
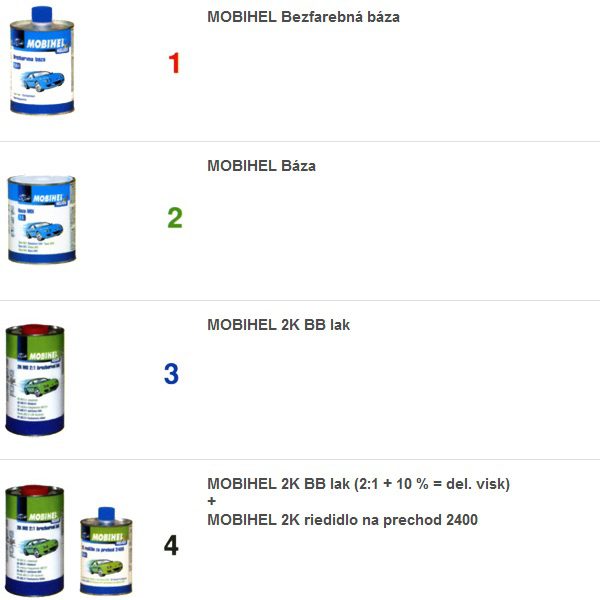
Spray bo'yash
Hozirgi tezkor vaqt avtomobil egalarini motor sheriklaridan maksimal darajada foydalanishga va undan maksimal darajada foydalanishga majbur qilmoqda. Bundan tashqari, ta'mirlash tezligiga, shu jumladan bo'yashga bosimni oshiradi. Agar bu kichik zarar bo'lsa, u vaqtni qisqartirish va bo'yash uchun qisman ta'mirlash deb ataladigan xarajatlarni kamaytirish uchun ishlatiladi - buzadigan amallar. Bozorda shu tarzda ishlashga imkon beruvchi tizimlarni ishlab chiqqan ixtisoslashgan kompaniyalar mavjud.
Bazani bo'yashda biz uchta muammoga duch kelamiz:
- Yangi bazaning soyasining asl qoplamaga nisbatan og'ishi - bu deyarli barcha omillarga ta'sir qiladi: harorat, yopishqoqlik, bosim, qatlam qalinligi va boshqalar.
- Biz buzadigan amallar (chang) va buzadigan amallar yaratishga harakat qiladigan qismlarda engilroq tayanch chizig'ining paydo bo'lishi.
- Yangi shaffof bo'yoqni eski, buzilmagan bo'yoq bilan birlashtirish.
Bo'yashdan oldin sirtni to'g'ri tayyorlash bo'yicha ko'rsatmalarga rioya qilish va bunday bo'yash uchun mo'ljallangan materiallardan foydalanish orqali odatda bu muammodan qochish mumkin.
Spray bo'yoq sxemasi
Tanani ta'mirlash
PDR usuli bo'yicha tanani ta'mirlash (bo'yashsiz)
PDR usuli yordamida, masalan, to'xtab turish paytida zarba, boshqa mashina eshigi, vandalizm, do'l va hokazolar natijasida yuzaga kelgan engil shikastlangan lavha korpus qismlarini sovuq tekislash mumkin. PDR usuli nafaqat tez va professional tarzda ishlab chiqilgan. bu zararlarni arzon narxlarda ta'mirlash, lekin birinchi navbatda shikastlangan joyni silliqlash, silliqlash va bo'yashni talab qilmasdan asl bo'yoq va bo'yoqni saqlab qolish uchun.
PDR usulining kelib chiqishi 80-yillarga borib taqaladi, o'shanda Ferrari texnik xodimi ishlab chiqarilgan modellardan birining eshigini shikastlagan va keyingi ta'mirlash uchun zarur mablag'ga ega bo'lmagan. Shuning uchun u choyshabni temir tutqich bilan siqib, eshikni tiklashga harakat qildi. Keyin u bu texnikani yana bir necha marta ishlatdi va shu tariqa uni o'z-o'zidan paydo bo'lish imkoniyatini anglab yetgan darajaga oshirdi. ushbu usulni yanada kengroq qo'llash va Amerika Qo'shma Shtatlariga borib, bu texnologiyadan pul ishlash uchun foydalanishga qaror qildi, shu bilan birga uni patentladi. Faqat keyingi yigirma yil ichida bu usul Evropa qit'asiga tarqaldi, u erda Amerikada bo'lgani kabi u juda muvaffaqiyatli bo'ldi va yanada kengroq qo'llanila boshlandi.
afzalliklari:
- Asl bo'yoqni shlak, aerozollar va shunga o'xshash narsalarsiz saqlash juda muhim, ayniqsa yangi va yangi avtomobillar uchun. Sababi aniq: ko'p hollarda purkashdan oldin zavoddan asl bo'yoqni saqlab qolish mumkin, bu yangi, hali sotilmagan avtomobillar uchun katta ahamiyatga ega.
- Ta'mirlash vaqtini sezilarli darajada qisqartirish, an'anaviy bo'yash bilan solishtirganda, bu ta'mirlash usuli bir necha barobar tezroq amalga oshiriladi.
- Ta'mirlash xarajatlarini kamaytirish - ta'mirlashga kamroq vaqt sarflash va kamroq materiallarni ishlatish ta'mirlash xarajatlarini kamaytiradi.
- Ta'mirlashdan keyin hech qanday iz qolmaydi - bunday ta'mirlash tugagandan so'ng, qismning yuzasi yangi kabi bo'ladi.
- Hech qanday plomba qo'llanilmaydi, shuning uchun ta'mirlanadigan maydon, plomba yorilishi xavfisiz, qismning boshqa qismlari kabi turli xil yuklarga chidamli.
- To'g'ridan-to'g'ri mijozning joyida ta'mirlash imkoniyati. Ta'mirlash asosan mexanikning malakali qo'llari va bir nechta asboblarni talab qilganligi sababli, shikastlangan joyni deyarli hamma joyda va istalgan vaqtda ta'mirlash mumkin.
Ta'mirlash tartibi
Ta'mirlash protsedurasi bo'yoqqa zarar bermasdan, eskirgan lavhani tananing ichki qismidan asta-sekin siqib chiqarishga asoslangan. Mutaxassis avtomobil tanasining sirtini mahkamlash chiroqining nurida nazorat qiladi. Yuzaki nosimmetrikliklar yorug'likning aks etishini buzadi, shuning uchun mutaxassis aniq joyni va toshib ketish darajasini aniqlay oladi. Bosib chiqarishning o'zi asta-sekin amalga oshiriladi, mahorat va turli shakldagi maxsus asboblar va asboblardan foydalanishni talab qiladi.


